
Тепловые характеристики сфокусированного электронного луча. Явление термоэмиссии дает возможность создать в вакууме направленный поток электронов, кинетическая энергия которых при столкновении с твердым или жидким материалом превращается в тепло; выделяемое в материале.
В электронно-лучевых установках, используемых для сварки, ускоряющее напряжение изменяется в пределах от 10 до 150 кВ. Сила тока электронных пушек изменяется от нескольких десятков миллиампер до единиц ампер, а мощность электронно-лучевых установок составляет единицы и десятки киловатт.
Ускоренные электроны, сформированные электронно-оптической системой в пучок, попадая на поверхность твердого тела, проникают вглубь и выделяют энергию в некотором объеме, прилегающем к поверхности обрабатываемого изделия. Максимальная глубина проникновения электронов в твердое тело практически для всех обрабатываемых материалов не превышает десятых долей миллиметра при ускоряющих напряжениях до 150 кВ.
Потери энергии электронного луча связаны со вторичной эмиссией электронов, рентгеновским излучением, соударениями с молекулами газа в вакуумной камере потерями на аноде и с ионизацией паров металла.
При энергии первичных электронов до 200 кэВ только 0,1—1% подводимой энергии тратится на возбуждение рентгеновского излучения. Потери мощности на аноде обычно составляют 3—5%, энергетические потери, обусловленные соударением с молекулами остаточного газа в рабочей камере, 0,1%. На ионизацию паров металла при обработке электронным лучом расходуется несколько процентов мощности луча.
Основной источник энергетических потерь электронного луча связан со вторичной электронной эмиссией. Поэтому эффективный КПД ηи электронно-лучевого нагрева, изменяющийся в пределах от 70 до 90%. практически не зависит от энергии первичных электронов; он зависит только от атомного номера обрабатываемого материала. Значения % для ряда материалов приведены в табл. 4.
4. КПД электронно-лучевого нагрева для ряда металлов
|
Металл |
Аl |
Ti |
V |
Fe |
Ni |
Си |
Zn |
Nb |
Mo |
Та |
W |
|
ηи |
0,895 |
0,842 |
0,839 |
0,804 |
0,780 |
0,776 |
0,734 |
0,731 |
0,727 |
0,703 |
0,70 |
Эффективная мощность q, кал/с электронного луча определяется как количество тепла, введенное в единицу времени в металл изделия потоком электронов:
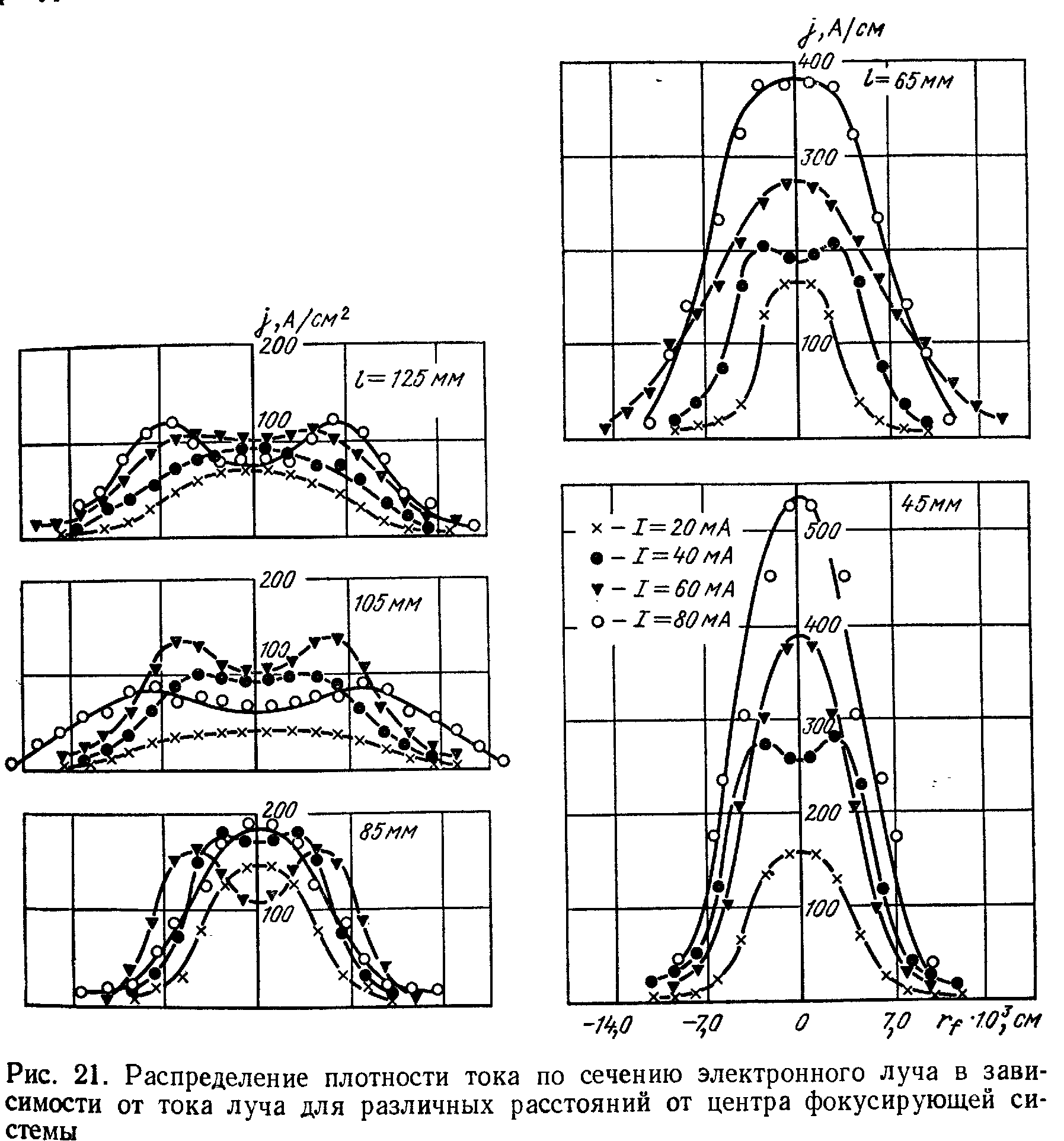
Распределение плотности тока по сечению электронного луча, а также распределение плотности потока энергии по пятну нагрева может быть описано законом нормального распределения (рис. 21). Плотность потока энергии в электронно-лучевых сварочных установках может достигать 106 Вт/см2 и выше.
Магнитные отклоняющие системы позволяют перемещать электронный луч в пространстве относительно изделия по заданному закону, например отклонять его в разные стороны относительно среднего пути перемещения с большой частотой (100 Гц и более), вращать по кругу или по другой замкнутой кривой и т. д.
При сварке тонколистовых конструкций целесообразен импульсный режим электронного луча. Модуляция частоты луча, так же как и длительности импульсов, осуществляется подачей на фокусирующий электрод отрицательных относительно катода импульсов напряжения.
Сварка тонколистовых конструкций электронным лучом, перемещающимся прямолинейно со скоростью V. Нагрев описывается схемой подвижного нормальнокругового источника в тонкой пластине с теплоотдачей по формуле (12). Если радиус пятна нагрева мал (велик коэффициент сосредоточенности), то может быть выбрана схема перемещения линейного источника теплоты с теплоотдачей на поверхности и полным выравниванием температуры по толщине δ по формуле (4).
Нагрев массивных изделий электронным лучом описывается схемой нормально распределенного источника на поверхности полубесконечного тела. Для быстродвижущегося источника можно использовать соотношение (15).
С помощью электронного луча можно получать глубинные проплавления с большим отношением глубины к ширине проплавления.
Нагрев материалов потоками излучения [10]. Потоки радиации, лежащей в спектральных диапазонах — от инфракрасного до ультрафиолетового, излучаются нагретыми поверхностями в соответствии с законом Стефана—Больцмана. Интенсивность потоков излучения пропорциональна четвертой степени температуры излучающей поверхности. Поэтому практический интерес представляют только наиболее горячие источники; солнце с поверхностной температурой 5-6х103К, вольфрамовые нити накаливания в газонаполненных лампах 4х103К, дуговая или ВЧ-плазма инертного газа 7-8х103К
Излучение от высокотемпературных источников. В лабораторных условиях для фотонной сварки используют сфокусированное излучение от высокотемпературных источников. Ксеноновые лампы или электрическую лугу помешают
в одном из фокусов эллипсоидного концентратора энергии, в другом фокусе которого энергия концентрируется в пятне нагрева на изделии. Плотность потока энергии в пятне нагрева достигает 1,5*103 Вт/см2 , КПД установок составляет 20% (без учета отражения части излучения от поверхности нагрева). Источники излучения с мощностью в десятки киловатт в непрерывном режиме используют для сварки прерывистых швов и для точечной сварки.
Нагрев материалов лучом лазера. С технологической точки зрения излучение лазера характеризуется высокой плотностью мощности в пятне нагрева,прецизионностью, относительной простотой управления лучом. Для сварки применяются лазеры с импульсной генерацией излучения и лазеры непрерывного действия.
Характеристики импульсных лазеров. Импульсное излучение для сварки генерируют лазерные установки на рубине, стекле, легированном неодимом, и некоторые типы лазеров на смеси газов. Мощность лазеров за время импульса длительностью несколько миллисекунд достигает десятков и сотен киловатт. Энергия в импульсе лазерной сварочной установки изменяется от единиц до десятков джоулей. Поток излучения, выходящий из лазера, обладает весьма незначительной расходимостью, что позволяет с помощью оптических систем сфокусировать его в пятно малых размеров, равное десятым долям миллиметра и даже меньше. С помощью оптической системы, а также систем фильтров, частично поглощающих излучение, легко регулировать плотность мощности лазерного излучения, достигающей в пятне нагрева 106—107 Вт/см2 и выше. За время импульса в несколько миллисекунд плотность потока q2 > 105 Вт/см2 позволяет достичь на поверхности практически любого непрозрачного материала температуры, превышающей точку плавления. Распределение плотности потока на поверхности материала при действии импульсного и непрерывного лазерного излучения обычно описывают с помощью закона вероятности Гаусса, учитывая отражение части лучистой энергии с помощью коэффициента отражения R, т. е.
![]()
Скорость повторения отдельных импульсов лазера, зависящая от интенсивности охлаждения кристалла, может составлять десятки герц, что позволяет сваривать непрерывные швы. КПД лазеров импульсного действия на рубине составляет 1%, для лазеров на стекле с неодимом 2%.
Характеристики лазеров непрерывного действия. В лазерах непрерывного действия поток фотонов большой мощности генерируется в возбужденных молекулярных газах, в газовых смесях или в смесях газа с парами металла. Лазеры на нейтральных атомах позволяют генерировать излучение с длинной волны преимущественно в инфракрасной части спектра и некоторые — в красной области видимого спектра. Ионные газовые лазеры дают излучение в основном видимого и ультрафиолетового диапазона. Мощность лазеров на углекислом газе (СО2-лазеры) составляет несколько киловатт при ηи=0,20. Плотность потока в пятне фокусировки, определяемая углом расходимости и параметрами оптической системы, достигает 105 Вт/см2 и выше. С02-лазеры генерируют излучение в инфракрасном спектральном диапазоне (длина волны 10,6 мкм). Особенностью спектрального диапазона излучения на волне 10 мкм является значительное поглощение диэлектрическими материалами, такими, как стекло, кварц, кожа, нейлон, дерево и др. Металлы на этой волне отличаются значительным отражением, поэтому приходится принимать меры для повышения поглощательной способности посредством нанесения тонких пленок, поверхностного окисления и т. д.
Мощность газодинамических лазеров, принцип работы которых основан на быстрой прокачке смеси углекислого газа, азота и гелия через зону поперечного потоку газа разряда, достигает десятков киловатт, что позволяет сваривать швы в металле толщиной до 50 мм и приблизить лазерную сварку по своим предельным возможностям к электронно-лучевой в вакууме.
Сфокусированное излучение лазеров аналогично электронному лучу позволяет получить в металле глубинные проплавления с большим отношением глубины зоны проплавления к ее диаметру. Формирование глубоких проплавлений обусловливается развитием поверхностного испарения, которое создает давление отдачи на ванну расплава, неравномерно распределенное по ее поверхности. Деформация поверхности расплава приводит к заглублению источников энергии в объем материала.
Схемы расчета тепловых процессов при сварке лазером в большинстве случаев аналогичны схемам, используемым для электронного луча. Особенности расчетных схем, методы решений и примеры приведены в работе [9].