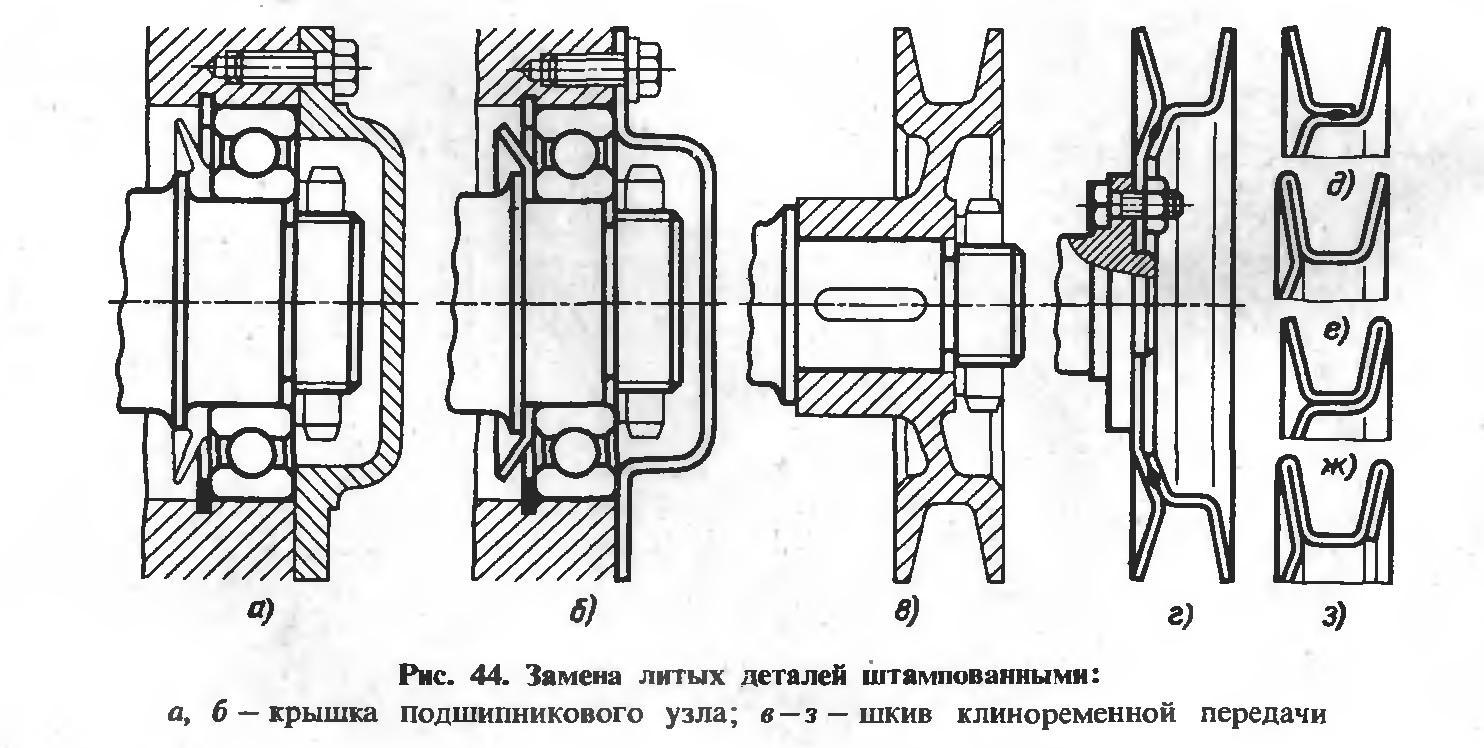
Действенным средством уменьшения массы является применение листовых штампованных конструкций. Детали в виде тел вращения (рис. 44) изготовляют раскатыванием на токарных станках (в условиях единичного или мелкосерийного производства) или штамповкой. В серийном производстве, когда масштаб выпуска оправдывает изготовление штампов, пелесообразно переводить на листовую штамповку крупные детали (щитки, панели, кожухи, диафрагмы, обтекатели, облиповки и др.).
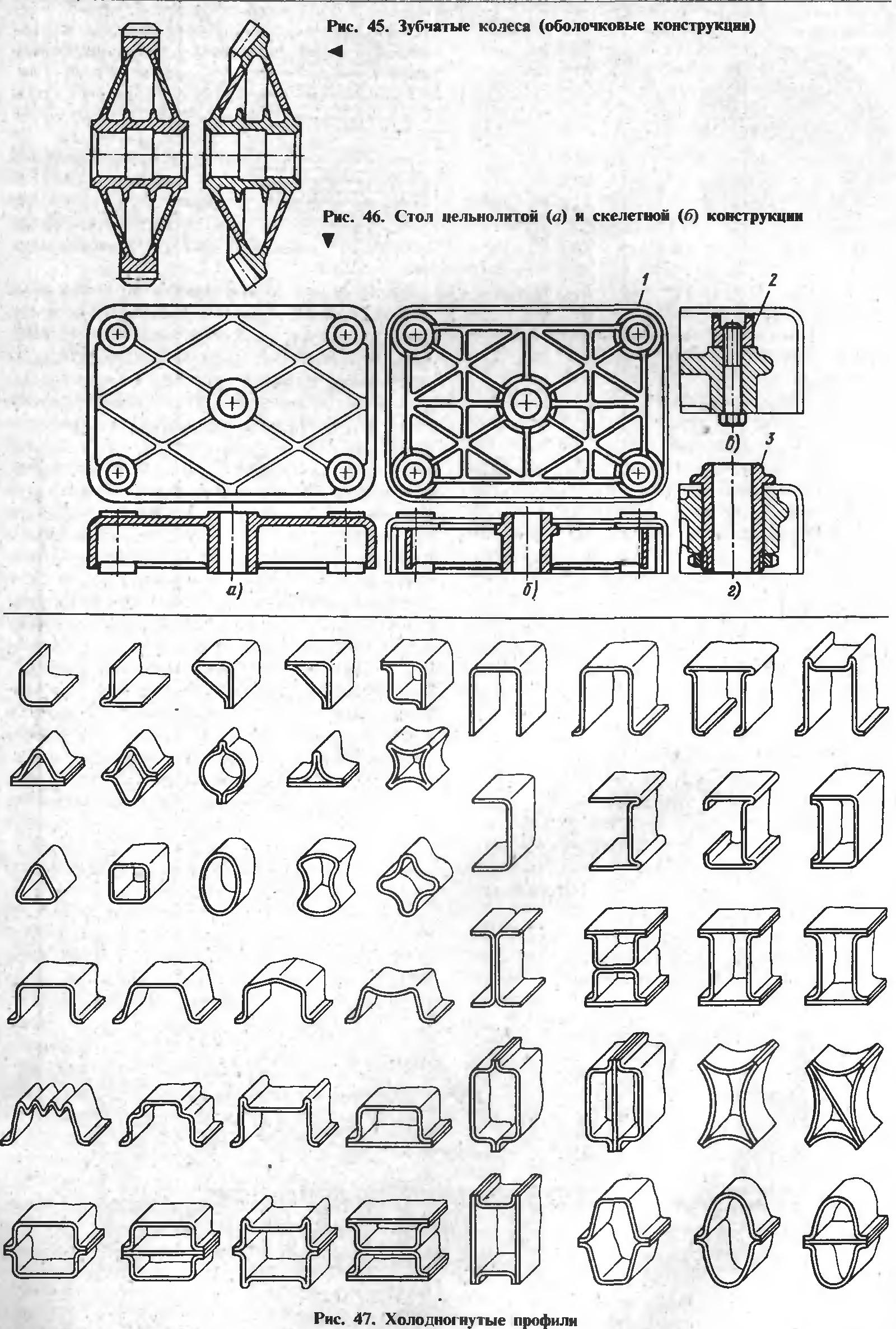
Пониженную прочность и жесткость тонколистовых конструкций компенсируют приданием скорлупчатых или сводчатых форм, выдавливанием рельефов, отбортовкой, введением связей, приваркой профилей жесткости.
Детали из пластичных металлов (низкоуглеродистые стали, дюралюмины в отожженном или све-