
Долговечность машины подобно полезной отдаче очень зависит от условий и технического уровня эксплуатации. Бережное отношение к машине, квалифицированный уход, своевременная профилактика, предупреждение перегрузок — все это может значительно повысить долговечность машины. Низкий уровень обслуживания сокращает срок службы машины. Однако решающее значение для долювечно-сти имеет правильная конструкция машины.
Критерии долговечности. Долговечность есть общее время, которое машина может отработать на номинальном режиме в условиях Нормальной эксплуатации без существенного снижения основных расчетных параметров, при экономически приемлемой суммарной стоимости ремонтов. Иногда применяют понятие «ресурс машины» (время работы машины в часах до первого капитального ремонта).
Во многих случаях, особенно для агрегатов непериодического действия, долговечность измеряют показателями суммарной выработки
за все время функционирования агрегата Определенная таким образом долговечность представляет собой общее число операций или единиц работы, которые может произвести машина или агрегат до предельного износа. Так, долговечность автотранспорта и подвижного железнодорожного состава определяют по предельному суммарному пробегу в километрах; приборов и испытательных машин — по общему числу включений; плавильных агрегатов — по суммарному числу плавок; почвообрабатывающих машин — по количеству обрабатываемых гектаров почвы.
Фактическая долговечность может значительно отличаться от номинальной в зависимости от условий работы. Она уменьшается при систематической перегрузке машины, работе на повышенных скоростях, режимах, увеличении рабочей нагрузки, в неблагоприятных климатических условиях. При облегченных условиях работы долговечность машин возрастает.
Влияние условий работы на долговечность можно учесть введением коэффициента режима ηреж- Фактическая долговечность

где Dном — номинальная (расчетная) долговечность.
Коэффициент режима можно достоверно определить путем дифференцированного изучения условий и режимов эксплуатации и их влияния на долговечность, что составляет задачу статистической теории надежности. При отсутствии уточненных данных можно в качестве первого приближения принимать: для средних условий эксплуатации ηреж = 1; тяжелых 1,2— 1,5; легких 0,7 —0,8.
Срок службы машины — это общая продолжительность пребывания ее в эксплуатации (в годах) до исчерпания ресурса долговечности. Для машин непериодического действия срок службы определяется как частное от деления долговечности, выраженной числом операций (единиц работы), на их среднее число в году.
Например, срок службы автомобиля, рассчитанного на суммарный пробег L км,
где ηреж — коэффициент режима; I — средний километраж, проходимый автомобилем в год.
Для машин, долговечность которых исчисляют в единицах времени, срок службы (в годах) равен частному от деления долговечности D на коэффициент использования ηисп, характеризующий среднюю за период работы машины степень фактического ее использования за вычетом всего холостого времени. С учетом коэффициента режима

Коэффициент использования в обшем случае

Коэффициент сезонности ηсез — отношение продолжительности hсез сезона работы машины к сбщему числу дней в году:
ηсез=hсез/365
К числу машин, продолжительность действия которых ограничена климатическими и сезонными условиями, принадлежат большинство сельскохозяйственных машин, дорожные, снегоуборочные машины, судовой транспорт с ограниченным периодом навигации.
Для некоторых категорий машин (специализированные сельскохозяйственные машины, например, картофелеуборочные, хлопкособирательные ηсез=0,05 — 0,20.
Для машин, используемых круглый год, ηсез=1
Коэффициент выходных дней ηвых — отношение числа рабочих дней в году к общему числу дней в году. При пятидневной рабочей неделе число рабочих дней 52 •5 = 260, а за вычетом выходных дней — 255 дней.
Следовательно, ηвых = 255/365 = 0,7. Этот коэффициент действителен для машинного оборудования, работающего по календарному режиму. Для агрегатов, работающих беспрерывно в течение всего года (доменные агрегаты, оборудование теплосиловых станций), ηвых= 1.
Коэффициент сменности ηсм — отношение продолжительности смен hсм в часах, в течение которых работает машина, к числу часов в сутках: ηсм =hсм /24.
При 8-часовом рабочем дне и одно-, лвух-и трехсменной работе соответственно ηсм = 0,33; 0,66 и 1.
Коэффициент ремонтных простоев ηрем — среднее отношение продолжительности hф фактической работы машины к сумме продолжительности фактической работы и продолжительности hрем простоев машин в ремонте;
Этот коэффициент зависит в первую очередь от надежности машины, определяющей длительность межремонтных сроков и объем ремонтных работ, а также от уровня организации ремонта. Величина ηрем определяется также длительностью пребывания машины в эксплуатации. Будучи незначительными на первых этапах эксплуатации, ремонтные простои прогрессивно возрастают по мере износа машины и к концу срока службы могут достигать больших значений.
Для технологических машин, работающих по календарному режиму, в среднем ηрем = 0,85 — 0,95. Для других категорий машин цифры варьируют в широких пределах.
Для машин сезонного и резко непериодического действия ηрем = 1, так как эти машины ремонтируются почти всегда в периоды их бездействия.
Коэффициент машинного времени ηмаш — отношение машинного времени hмаш (времени фактической работы) к сумме машинного и вспомогательного времени hвсп (времени, затрачиваемого на установку и снятие изделий, настройку и регулировку машины, обслуживание и уход):
Этот коэффициент действителен для машин-орудий с ручным управлением, обслуживаемых операторами (например, металлообрабатывающие станки, кузнечно-прессовое оборудование). Величина ηмаш зависит от типа оборудования, совершенства организации рабочего процесса, размеров партий обрабатываемых изделий. Для металлорежущих станков в среднем ηмаш — 0,8 — 0,9. С увеличением степени автоматизации величина ηмаш приближается к единице.
Коэффициент загрузки ηзаг,- — отношение hф продолжительности фактической работы машины к сумме фактической работы машины и холостого времени hхол — простоев за тот же период, вызванных производственной невозможностью обеспечить полную загрузку машины:
Низкий коэффициент ηзаг имеют машины, работающие вне часового графика, и машины непериодического действия с нерегламентированной загрузкой (вспомогательные, аварийные, ремонтные).
В условиях непрерывного производства недогруженными бывают специализированные машины, выполняющие узкий круг операций
при изготовлении деталей ограниченной номенклатуры, и машины, производительность которых превышает среднюю производительность смежного машинного оборудования.
Как правило, низкое значение коэффициента ηзаг у технологических машин является следствием дефектов производственного планирования, неправильного подбора оборудования по численности, типажу и производительности, а также нестабильности профиля продукции.
В производствах со сменяющимися объектами величина ηзаг зависит от типа объекта, находящегося в данный момент в производстве, характера обработки его деталей и, следовательно, может изменяться во времени Например, при обработке деталей с преобладанием токарных операций будут загружены станки токарной группы; другие станки (фрезерные, расточные) будут недогружены или простаивать.
В мелкосерийном производстве ηзаг = 0,7 -0,75; в серийном 0,8—0,85; в крупносерийном 0,9—0,95. При непрерывно-поточном массовом, стабильном во времени производстве ηзаг = 1.
Коэффициент вынужденных простоев ηпр — среднее отношение продолжительности фактической работы машины hф к сумме hф и времени ηпр простоев, вызванных неполадками и неисправностями, устраняемыми на месте;
Значение этого коэффициента для надежно выполненных и правильно эксплуатируемых машин близка к единице. У машин с дефектами конструкции или работающих при неквалифицированном обслуживании ηпр может быть значительно меньше единицы.
Расчетная долговечность. Для машин, работающих по календарному режиму, степень использования, а следовательно, и соотношение между периодом службы Н и долговечностью D зависит преимущественно от ηсм.
Примем в формуле (28)
ηзаг ηпр ηрем= 0,8;
ηвых = 0,7 (за исключением случая круглогодовой непрерывной работы, когда ηвых = 1). Тогда ηисп = 0,8 •0,7ηсм = 0,56ηсм и долговечность согласно формуле (27)
D = 0,56ηсм Н. (29)
С учетом формулы (29) составлен график (рис. 3) зависимости D (в тыс. ч) от срока Н. Для работы в одну, две и три смены принято соответственно ηсм = 0,33; 0,666 и 1. Для круглогодовой работы принято с учетом вынужденных простоев D = 0,95Н.

Ресурс долговечности, закладываемый в машину, должен быть согласован со степенью ее использования. Повышение долговечности машин, мало загруженных в эксплуатации, сопровождается увеличением срока службы, которое практически нельзя использовать из-за наступления технического устаревания. Например, при D = 10 лет период службы согласно формуле (29) равен для двухсменной работы 27 лет, а для односменной 54 года, что превосходит все мыслимые пределы технико-экономической долговечности.
Высокую долговечность целесообразно придавать машинам интенсивного использования. Так, при трехсменной работе период службы машины с расчетной долговечностью 10 лет сокращается до 18 лет, а при круглогодичной непрерывной работе до 10,5 лет. что укладывается (во всяком случае для многих категорий машин) в лимиты технической долговечности.
Графиком можно пользоваться для ориентировочного определения долговечности машин, работающих по календарному режиму.
Для наиболее распространенного случая работы в две смены при сроке службы 10—15 лет (заштрихованная область) расчетная долговечность составляет 30 —50 тыс. ч. Эти цифры можно брать за основу расчета большинства технологических машин. Для машин, работающих в три смены, при том же сроке службы D =50 — 70 тыс. ч, а для машин, работающих круглый год, D = 80-130 тыс. ч.
График позволяет решить и обратную задачу — по заданной долговечности определить срок службы. Например, при D — 30 тыс. ч (штриховая линия) сроки службы при круглогодичной |>аботе в одну, две и три смены равны соответственно 3,6; 6,2; 9,2 и 18,5 лет.
Теория долговечности. В стадии формирования находится теория долговечности, предметом которой является:
определение технически и экономически целесообразных лимитов долговечности;
разработка методов изучения эксплуатации машин (статистическая обработка эксплуатационной информации);
изучение эксплуатационных режимов и их влияния на долговечность машин, типизация средств эксплуатационных режимов;
определение степени использования машин в эксплуатации и соотношения между долговечностью и сроком службы машин; диагностика причин разрушения; выявление деталей, лимитирующих долговечность, изучение влияния долговечности деталей на долговечность машин в целом;
разработка методов стендовых и полевых испытаний машин, узлов и деталей на долговечность, прогноз эксплуатационной долговечности машины на основании стендовых испытаний;
разработка объективных показателей долговечности выпускаемых машин.
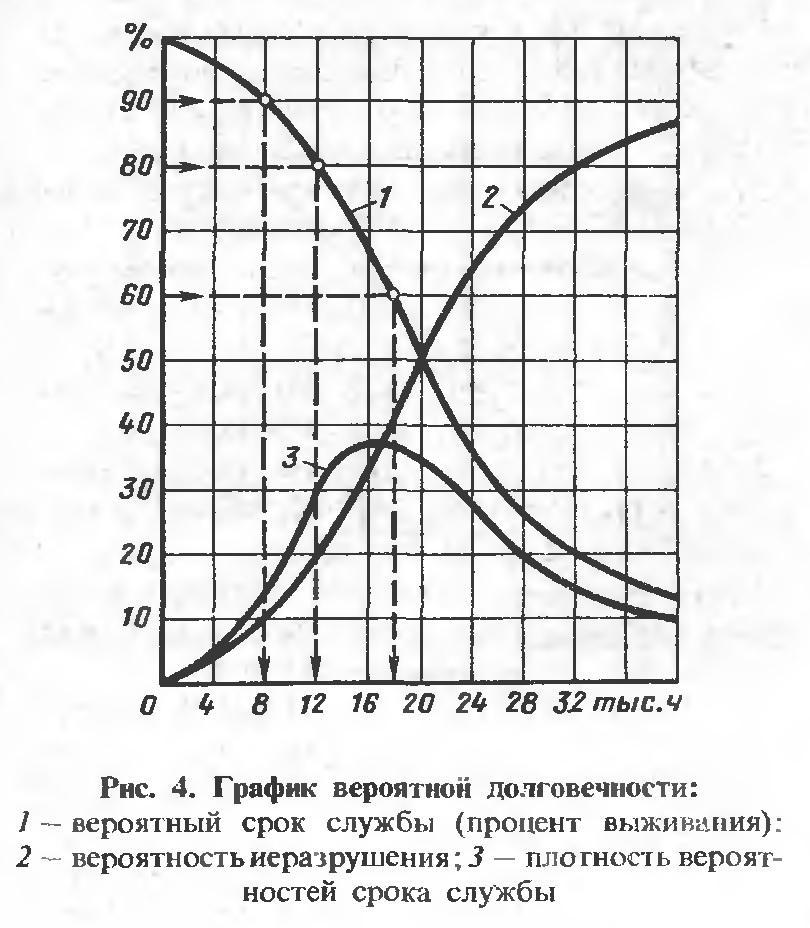
Многочисленность и разнородность факторов, влияющих на долговечность (технический уровень эксплуатации, колебания эксплуатационных режимов, качество изготовления и т. д.), неопределенность многих факторов (рассеивание характеристик прочности материалов, влияние региональных и климатических условий и т. п.) заставляют при определении долговечности прибегать к методам теории вероятности и математической статистики. Вследствие лого теория не дает однозначного ответа на вопрос об ожидаемой долговечности, ограничиваясь установлением функциональных зависимостей вероятности разрушения от продолжительное™ и режимов эксплуатации (рис. 4). Теория может только установить, что вероятная продолжительность работы машины на данном режиме будет равна, скажем, 8, 12 и 18 тыс. ч при вероятности неразрушения соответственно 90, 80 и 60%, или установить вероятное число остающихся в эксплуатации машин после определенных периодов работы.
Должны быть еще учтены вид и объем разрушений, т. е. установлено с известной степенью достоверности, подвергаются ли разрушению жизненно важные или второстепенные детали и узлы, сохраняется ли ре-
монтопригодность машин, каковы вероятный объем и стоимость ремонтов? С этих позиций долговечность можно определить как вероятную продолжительность работы машины на регламентированном режиме, при которой возможный выход машины из строя не больше заданного условного предела (например. 10%) при сохранении ремонтопригодности и вероятной стоимости ремонта, не превышающей определенного значения, выраженного, допустим, в процентах от стоимости машины.
Разработка нормативов долговечности представляет сложную задачу и требует сбора и обработки большого объема информации.
В качестве общего замечания укажем, что изучение долговечности машин было бы легче, если их в виде обязательной меры оборудовать работомера-м и, т. е. суммарными счетчиками отработанных часов или числа проделанных операций (подобно счетчикам километража, устанавливаемым на автомобилях). Эту меру следовало бы сделать обязательной для всех машин новых выпусков.
Выводы, основанные на изучении машин, находящихся в эксплуатации, относятся к машинам выпуска прошлых лет и всегда запаздывают, будучи по существу неприложимы к машинам новых выпусков, подвергаемых конструктивным и технологическим усовершенствованиям. Прогноз долговечности новых машин, являющийся насущной практической задачей, приходится базировать на стендовых испытаниях машин (или вводимых в них новых узлов).
Таким образом, одним из важнейших разделов теории долговечности является разработка методов ускоренных испытаний и корреляция результатов испытаний с эксплуатационными условиями.
Теория долговечности, строящая вывода на статистических данных, в сущности приложима к изделиям массового производства и в гораздо меньшей степени — к изделиям мелкосерийного и тем более единичного выпуска. В описанной выше трактовке теория долговечности исходит из феноменологических позиций, учитывая данные достигнутой долговечности. Гораздо большее значение имеет разработка методов повышения долговечности. Здесь на первый план выдвигается задача изучения физических закономерностей разрушения, износа и повреждения деталей (в зависимости от вида нагружения, свойств материала, состояния поверхностей и т. д.). Задачи эти настолько дифференцированны и специфичны, что уместить их в рамках общей теории долговечности едва ли возможно. Они решаются методами теории прочности, теории износа, а главным образом целенаправленной конструкторской и технологической работой над повышением долговечности.
Средства повышения долговечности. Основные факторы, лимитирующие надежность машин, следующие: поломки деталей; износ трущихся поверхностей; повреждения поверхностей в результате действия контактных напряжений, наклепа и коррозии; пластические деформации деталей, вызываемые местным или общим переходом напряжений за предел текучести или (при повышенных температурах) ползучестью.
Прочность в большинстве случаев не является непреодолимым лимитом. В машинах общего назначения возможно полное устранение поломок. При существующем в настоящее время ассортименте машиностроительных материалов, при существующих методах изготовления, при современном состоянии науки о прочности в этом классе машин нет деталей, которым нельзя было бы придать практически неограниченную долговечность.
В случае машин напряженного класса, вроде транспортных, задача сложнее. Требования габаритных размеров и массы заставляют повышать расчетные напряжения, вследствие чего вероятность поломок увеличивается. Однако непрерывное совершенствование упрочняющей технологии и уточнение методов расчета позволяют и в данном случае значительно повысить прочность деталей, а следовательно, и долговечность машины в целом.
Многие факторы случайности можно свести к минимуму : производственные (колебания механических характеристик материала, технологические дефекты) — тщательным контролем изделий на всех этапах изготовления; эксплуатационные
(перегрузки, неправильное обращение с машиной) — чисто конструктивными мерами (введением систем зашиты, предохранителей, блокировок).
В наихудшем положении находятся тепловые машины, долговечность которых зависит в первую очередь от стойкости деталей, работающих при высоких температурах.
Прочность материалов резко снижается с увеличением температуры. Кроме того, при повышенных температурах возникает явление ползучести (пластическое течение материала под действием сравнительно небольших напряжений), приводящее к изменению первоначальных размеров детали и. как следствие, к утрате ее работоспособности.
Детали, работающие при высоких температурах, рассчитывают на ограниченную долговечность. Срок их службы можно только повысить конструктивными приемами (снижением уровня напряжений, рациональным охлаждением) и главным образом применением жаропрочных материалов. В последнее время для изготовления термически напряженных деталей применяют металлокерамические (спеченные) материалы (керметы) на основе оксидов, нитридов и боридов Ti, Сг, AI, карбидов и нитридов В и Si, со связкой из металлов Ni, Со, Мо.
Практически долговечность в наибольшей степени определяется изнашиваемостью деталей. Постепенно развивающийся износ ведет к общему ухудшению показателей машины, снижению точности выполняемых ею операций, падению КПД, увеличению энергопотребления и снижению полезной отдачи. С течением времени износ может вступить в катастрофическую стадию. Прогрессирующее повреждение вызывает поломки и аварии (разрушение подшипников качения, выкрашивание зубьев зубчатых колес и т. п.).
Основной вид износа в машинах — механический, который разделяется на износ абразивный, износ при трении скольжения, износ при трении качения и контактный. Некоторые детали подвержены износу химическому (коррозионному), тепловому, кавитационно-эрозионному. Разнообразие видов износа и различие их физикомеханической природы требуют дифференцированного изучения и специальных методов предотвращения изнашиваемости.
Главными способами повышения износостойкости при механическом износе являются увеличение твердости трущихся поверхностей, подбор материалов трущихся пар, уменьшение давления на поверхностях трения, повышение качества поверхностей и правильная смазка.
Влияние твердости на износостойкость поверхностей, подвергнутых действию абразива (корунда), показано на рис. 5. За единицу принята износостой-
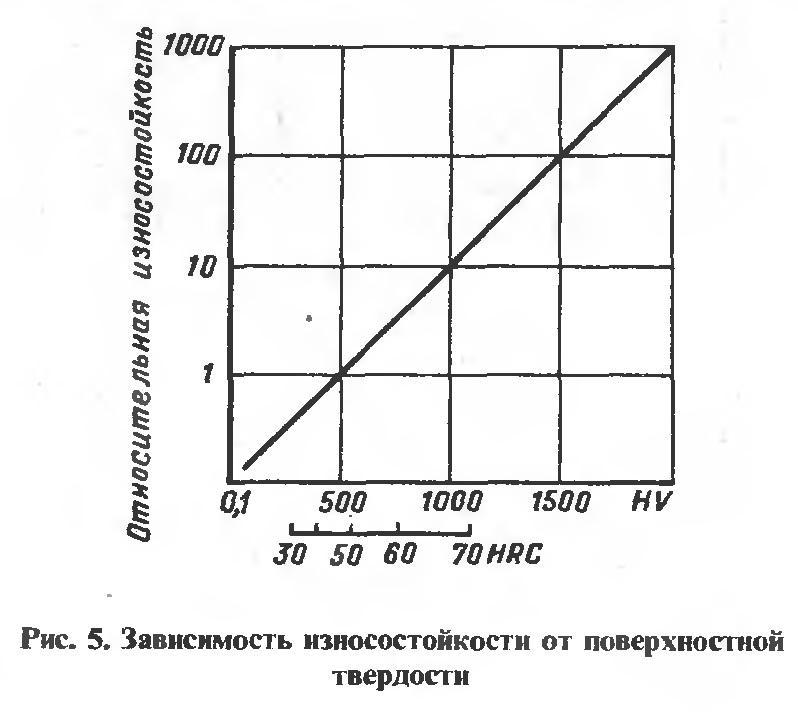
кость поверхности с HV 500 ( ~ HRC 50). Повышение твердости на каждые 500 единиц HV увеличивает износостойкость в 10 раз.
Условия опыта (абразивный износ) отличаются от реальных условий работы смазанных поверхностей в машиностроительных узлах. Тем не менее они дают представление об огромном влиянии твердости на износостойкость.
Современная технология располагает эффективными редствами повышения поверхностной твердости: цементация и обработка ТВЧ (HV 500 — 600), азотирование (HV 800—1200), бериллизация (HV 1000 — 1200), диффузионное хромирование (HV 1200—1400), плазменное наплавление твердыми сплавами (HV 1400— 1600), борирование (HV 1500—1800), бороциа-нирование (HV 1800 — 2000) и др.
Другое направление заключается в улучшении антифрикционных свойств поверхностей осаждением фосфатных пленок (фосфатирование), насыщением поверхностного слоя серой (сульфидирование), графитом (графитирование), дисульфидом молибдена и др. При умеренной твердости такие поверхности обладают повышенной скользкостью, малым коэффициентом трения, высокой устойчивостью против задиров, заедания и схватывания. Эти способы (особенно сульфидирование и обработка дисульфидом молибдена) увеличивают износостойкость стальных деталей в 10 — 20 раз. Применяют и сочетание обоих методов (например, сульфопианирование, повышающее одновременно твердость и скользкость поверхностей).
Важное значение имеет правильное сочетание твердости парных поверхностей трения. При движении с малыми скоростями под высокими нагрузками целесообразно максимальное повышение твердости обеих поверхностей, а при движении с большими скоростями в присутствии смазки — сочетание твердой по-
верхности с мягкой, обладающей повышенными антифрикционными свойствами.
Эффективным способом увеличения износостойкости является уменьшение давления в трущихся соединениях. Иногда этого можно достичь уменьшением нагрузок (рациональная раздача сил) или снижением степени цикличности и ударности нагрузок. Наиболее простой способ заключается в увеличении площади поверхности трения, нередко достигаемом без существенного увеличения габаритных размеров.
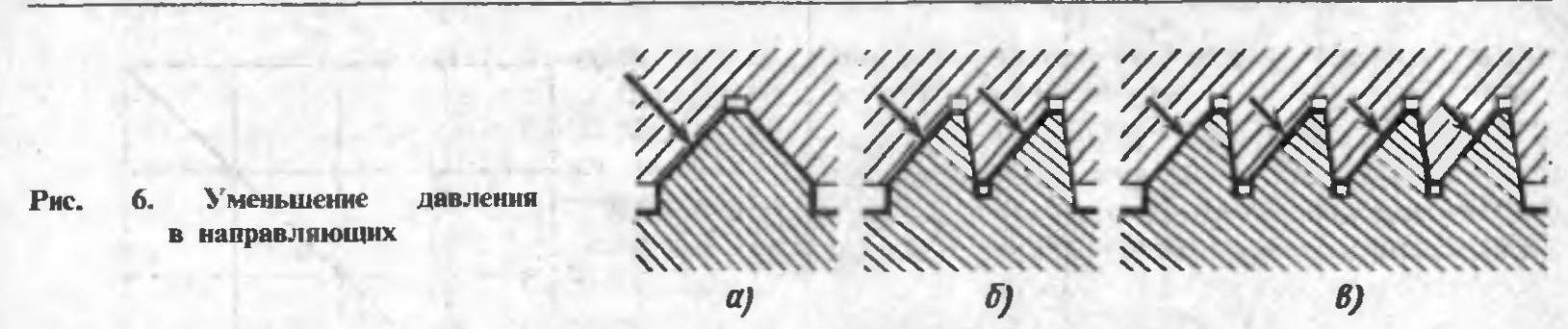
В качестве примера приведем направляющую металлорежущего станка, испытывающую нагрузку одностороннего действия (рис. 6, о). Изменение профиля направляющей (рис. 6,6) позволяет примерно в тех же габаритах увеличить опорную поверхность и снизить давление вдвое с соответствующим повышением долговечности. Еще большей долговечностью обладают гребенчатые направляющие (рис. 6, в). В этом случае давление уменьшается в 4 раза при увеличении габаритов примерно только в 2 раза по сравнению с исходной конструкцией.
Во всех случаях, когда допускает конструкция, точечный контакт следует заменять линейным, линейный — поверхностным, трение скольжения — трением качения.
Невыгодны зубчатые передачи с точечным контактом: передачи с перекрещивающимися осями, конические с криволинейными зубьями, косозубые колеса с большим углом наклона зубьев, а также крутовинтовые передачи. Последние невыгодны еще и тем, что пятно контакта у них перемещается с большой скоростью вдоль зуба при наличии трения скольжения, тогда как в передачах с эвольвеитным зубом преобладает трение качения с малой скоростью.
Особое направление заключается в компенсации износа, осуществляемой периодически или автоматически. К числу узлов с периодической компенсацией принадлежат подшипники скольжения с осевым или радиальным регулированием зазора (с коническими несущими или посадочными поверхностями, с периодически подтягиваемыми вкладышами). Другие примеры — осевая подтяжка подшипников качения (радиально-упорных) и регулирование зазора в прямолинейных направляющих с помощью переставных клиньев и планок.
Более совершенны системы с автоматической компенсацией износа (само-
притирающиеся конические пробковые краны, торцовые и манжетные уплотнения, узлы подшипников качения с пружинным натягом, системы гидравлической компенсации зазоров в рычажных механизмах и т. д.).
Решающее значение имеет правильная смазка узлов трения. Везде, где это возможно, следует обеспечивать жидкостную смазку и устранять полужидкостную и граничную. Следует избегать открытых механизмов, смазываемых периодически5 набивкой. Нецелесообразно применение открытых зубчатых и цепных передач. Все трушиеся части должны быть заключены в закрытые корпуса и надежно защищены от пыли, грязи и атмосферной влаги.
Наилучшим решением являются полностью герметизированные системы с непрерывной подачей масла под давлением ко всем подвижным соединениям.
Эффективность смазки повышают введением присадок, улучшающих ее смазочные качества (коллоидальный графит, сера, дисульфид молибдена), увеличивающих маслянистость (олеиновая, пальмитиновая и другие органические кислоты), предупреждающих окисл< ние (органические и металлоорганические соединения S, Р и N2), предотвращающих задиры (кремниЙорганические соединения).
В условиях, когда применение жидких масел невозможно (работа при высоких или низких температурах, при радиации, в химически агрессивных средах, глубоком вакууме) или неэффективно (при колебательных движениях малой амплитуды, при ударных и высокочастотных нагрузках), применяют сухопленочные смазки на основе сульфидов, селенидов и теллуридов Mo, W, V и др. со связками металлов Fe, Ni, Ag, Au. Коэффициент трения соединений с сухопленочными смазками ƒ= 0,1 — 0,25.
Другой способ — смазка сухими порошками, состоящими из микросфер (d= 1 — 3 мкм), изготовленных из твердых (HV 800 — 900) материалов (вольфрамовые сплавы, науглероженное карбонильное железо). В таких подшипниках происходит отчасти перекат одной несущей поверхности относительно другой по микросферам, главным же образом -скольжение по очень подвижному и текучему слою порошка (псевдожидкостное трение).
Несущие поверхности изготоаляют из материалов такой же твердости, что и микросферы (азотнро-
ванные стали, металло- и минералокерамика, си-таллы).
Идеальным с точки зрения износостойкости является полное устранение металлического контакта между рабочими поверхностями. Примерами безызносных узлов являются электромагнитные опоры с «витающими» валами, электромагнитные муфты и насосы (передача крутящего момента и осевого движения электромагнитными силами), муфты жидкостного трения (передача крутящего момента силами вязкого сдвига силиконовой жидкости), гидравлические трансформаторы (передача крутящего момента гидродинамическими силами потока жидкости).
Известное приближение к принципу безыз-носной работы представляют подшипники скольжения с гидродинамической смазкой. При непрерывной подаче масла и наличии клиновидности масляного зазора, обусловливающей нагнетание масла в нагруженную область, в таких подшипниках на устойчивых режимах работы металлические поверхности полностью разделяются масляным слоем, что обеспечивает теоретически безызносную работу’ узла. Их долговечность не зависит (как у подшипников качения) ни от нагрузки, ни от скорости вращения (числа циклов нагружения). Уязвимым местом подшипников скольжения является нарушение жидкостной смазки на нестационарных режимах, особенно в периоды пуска и остановки, когда из-за снижения частоты вращения нагнетание масла прекращается и между цапфой и подшипником возникает металлический контакт.
В последнее время получили применение гидростатические подшипники с подачей в зазор масла под давлением от автономного насоса. В таких подшипниках трущиеся поверхности разделяются масляным слоем еще до пуска машины; изменение частоты вращения не влияет на работоспособность подшипника.
В гидростатических подшипниках возможно увеличение толщины масляного слоя до 100 — 120 мкм вместо обычных в гидродинамических подшипниках значений 10—20 мкм, что снижает (примерно на один порядок) коэффициент трения подшипника и общие затраты мощности на трение (с учетом мощности привода насоса).
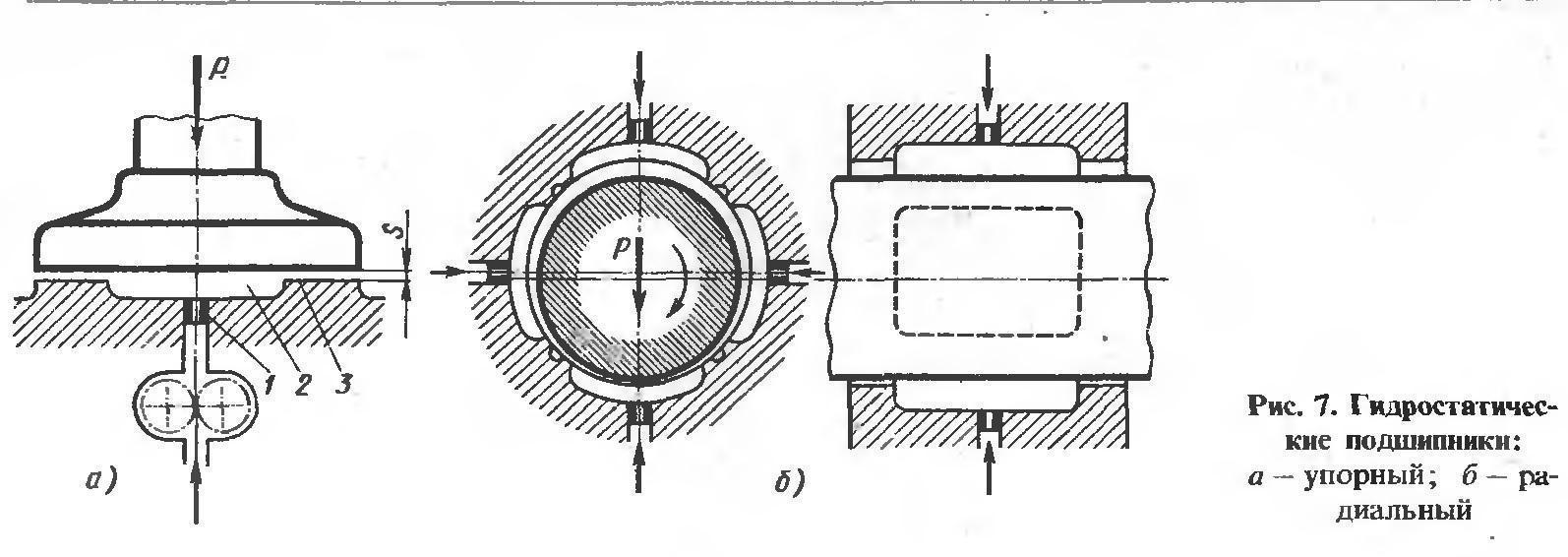
Схема гидростатической опоры (подпятник) приведена на рис. 7, а. Масло из насоса через дроссель 1 поступает в карман 2 с запорной кольцевой кромкой 3. Давление в кармане зависит от соотношения между сечением дросселя и переменным сечением между запорной кремкой и пятой. С увеличением нагрузки это сечение уменьшается, и давление в кармане возрастает, становясь в пределе равным давлению, создаваемому насосом. При ударных нагрузках давление в кармане, благодаря «закупорке» дросселя в результате повышения его гидравлического сопротивления, может значительно превзойти давление, создаваемое насосом.
В цилиндрических опорах, нагруженных силами переменного направления, применяют систему нескольких радиально расположенных карманов (рис. 7,6). При указанном направлении нагрузки несущим является нижний карман. Давление в верхнем кармане отсутствует вследствие истечения масла через увеличенный зазор на верхней дуге подшипника. Боковые карманы, давление в которых взаимно уравновешено, нагрузку не воспринимают. Масло, вытекающее через верхний и боковые карманы, выполняет обычную функцию охлаждения подшипника.
При перемене направления нагрузки на 180° верхний карман становится несущим, нижний — питающим. Аналогичное явление происходит при перемене направления нагрузки на 90°. Таким образом, подшипник, реагируя на перемещения вала, автоматически настраивается на восприятие нагрузки каждый раз в направлении вектора силы.
В связи с появлением гидростатических подшипников происходит переоценка сравнительных достоинств опор скольжения и опор качения, которым до сих пор отдавали определенное предпочтение. Опоры скольжения с правильно организованной смазкой принципиально выгоднее, так как они позволяют
полностью исключить металлический контакт и осуществить безызносную работу, тогда как в опорах качения металлический контакт и износ неизбежны.
Применение гидростатических подшипников, однако, ограничивается усложнением системы смазки, в частности, необходимостью привода масляных насосов (на периоды пуска и остановки) от постороннего источника энергии.
Аэростатические (газостатические) подшипники используют, когда жидкие смазочные материалы неприменимы: при высоких частотах вращения (> 50 тыс. об/мин), высоких (>250°Q и низких (< — 50 °С) температурах, при работе в средах, вызывающих разложение масел, в установках, подвергающихся радиации Применение воздушной смазки также целесообразно, когда грущиеся поверхности подвергаются загрязнению (открытые цилиндрические опоры и направляющие прямоугольного движения).
Несущая способность аэростатических опор, в частности сопротивляемость ударным нагрузкам, значительно ниже, чем гидростатических. Однако они обладают гораздо меньшим коэффициентом трения и вследствие малых зазоров (2—10 мкм) обеспечивают высокую точность центрирования. Несущая способность аэростатических опор (в противоположность гидростатическим) возрастает с повышением температуры вследствие увеличения вязкости воздуха с ростом температуры.
Воздушную и газовую смазку применяют в радиальных и упорных подшипниках быстроходных шлифовальных шпинделей, быстроходного сверлильного оборудования, роторов гироскопов, центрифуг, турбомашин, турбодетандеров, криогенных агрегатов, в опорах прецизионных поворотных столов, в направляющих металлообрабатывающих станков.
Одной из наиболее частых причин преждевременного выхода машины из строя является коррозия. В конструкции машин, особенно работающих на открытом воздухе, в условиях повышенной влажности или в химически активных средах, следует предусматривать эффективные средства защиты, применяя гальванические покрытия (хромирование, никелирование, омеднение), осаждение химических пленок (фосфатирование, оксидирование), нанесение полимерных пленок (капронизация, поли-гелинизация).
Наилучшим решением является применение коррозионно-стойких материалов (коррозионно-стойких сталей, титановых сплавов). Мало-нагруженные детали, соприкасающиеся с химически активными агентами, целесообразно изготовлять из химически стойких пластиков (полиолефины, фторопласты).
Применяя все описанные выше технологические и конструктивные мероприятия, можно у машин общего назначения повысить срок службы большинства деталей практически до
любых значений, требуемых долговечностью машины в целом.
Проектируя машину конструкторы часто не задумываются о долговечности деталей, выбирая их форму, размеры и методы обработки по сложившимся в данной отрасли машиностроения традициям и нормативам, которые в новых условиях, при непрерывном повышении напряженности режимов и в свете новых представлений о значении долговечности, нуждаются в пересмотре. В большинстве случаев достаточно поставить себе четко задачу и применить общие приемы рационального конструирования для того, чтобы еще на стадии проектирования решить многие проблемы долговечности, которые затем в уже готовой конструкции пришлось бы устранять в порядке доводки, с большими затратами и с использованием преимущественно технологических приемов.
Подобно тому, как в авиации все детали во время проектирования тщательно проверяют на массу, так в общем машиностроении* следовало бы осуществлять систематический контроль и экспериментальную проверку проектируемых узлов и деталей на долговечность.
Есть, однако, исключения. Очень трудно обеспечить долговечность деталей, работающих в непосредственном соприкосновении с абразивной средой (крыльчатки насосов, перекачивающих загрязненные жидкости, рабочие органы почвообрабатывающих машин, резцы врубовых машин, зубья ковшей экскаваторов, траки гусеничных машин, щеки камнедробилок, цепи и приводы непрерывного транспорта для цемента, угля и др.).
Срок службы таких деталей составляет в некоторых случаях (буровые коронки) десятки часов; его можно только удлинить путем подбора наиболее износостойких материалов и применением рациональной упрочняющей обработки.
Меры повышения долговечности удорожают конструкпию. Необходимо применение качественных материалов, введение новых технологических процессов, иногда организация новых участков цехов, требующая дополнительных капиталовложений. Это удорожание нередко отпугивает руководителей предприятий, рассматривающих вопрос о стоимости машины с заводской точки зрения и не учитывающих народнохозяйственный эффект повышения ее надежности. Эти расходы вполне оправданы. Стоимость изготовления деталей, определяющих долговечность машины, незначительна по сравнению со стоимостью изготовления машины, а последняя, как правило, невелика по сравнению с общей суммой эксплуатационных расходов.
Ничтожные в общем балансе дополнительные расходы на повышение долговечности дают в конечном счете огромный выигрыш
в результате увеличения суммарной полезной отдачи машины, уменьшения простоев и стоимости ремонтов.
Отсюда вытекает важный практический вывод: стремясь, как правило, к удешевлению машины, не надо жалеть затрат на изготовление деталей, определяющих надежность машин. Не следует скупиться и на исследовательские работы по изысканию новых материалов и технологических приемов, повышающих долговечность.
Во многих руководствах по машиностроению рекомендуют применять дешевые материалы и простые способы изготовления, допускаемые по функциональному назначению детали. Эти рекомендации нельзя принять без оговорок.
Вопрос о выборе материалов и методов изготовления следует решать только на основании сопоставления относительной роли дополнительных производственных расходов в общей сумме расходов за период эксплуатации машины.
Для изготовления деталей, определяющих долговечность и надежность машины, необходимо применять наиболее качественные материалы и самые совершенные способы обработки.
В качестве примера можно привести поршневые кольца. Их качество в значительной степени предопределяет межремонтные сроки двигателя. Износ колец снижает отдачу двигателя, увеличивает расход топлива и масла Сейчас срок службы колец нередко составляет только 500—1000 ч. Используя новейшие достижения в области повышения износостойкости пары кольцо — цилиндр (пористое хромирование колец, азотирование зеркала цилиндров, создание маслоудерживающего микрорельефа), можно повысить срок службы колец до 5—10 тыс. ч. Связанное с этим удорожание колец очень незначительно увеличивает стоимость двигателя, а повышение их износостойкости ввиду большой распространенности поршневых двигателей дает огромный экономический эффект
Другой пример — подшипники качения. Обычно рекомендуют применение наименее точных подшипников, ссылаясь на увеличение их стоимости с повышением степени точности. Если принять стоимость изготовления подшипников нормальной точности за единицу, то стоимость подшипников при повышенной точности — 1,3; высокой — 2; прецизионной — 4.
Цифры на первый взгляд довольно убедительно говорят в пользу применения подшипников малой точности, однако такой вывод нередко является близоруким. Если учесть, что износ и повреждения подшипников качения являются одной из наиболее частых причин выхода машины из строя, в значительной мере предопредечЯющей межремонтные сроки, то следует признать более разумным и экономически выгодным применение в ответственных узлах подшипников повышенной точности, несмотря на их высокую стоимость. Разумеется, это не значит,
что во всех случаях следует применять прецизионные подшипники, и не освобождает конструктора от необходимости обеспечить долговечность подшипников правильной их установкой и смазкой.
Пределы повышения долговечности. Технически достижимая долговечность в значительной мере зависит от степени напряженности машины.
У транспортных машин долговечность составляет 10—20 тыс. ч и срок службы 5 — 8 лет, у стационарных, например машин-орудий, 50—100 тыс. ч, что при двухсменной работе соответствует сроку службы 15 — 25 лет. при трехсменной работе — 10 — 20 лет. При таких сроках службы становится актуальной проблема технического устаревания.
Долговечность машины можно искусственно продлить восстановительными ремонтами. Однако этот путь экономически нецелесообразен, так как иногда расходы на восстановительные ремонты во много раз превышают первоначальную стоимость машины.
В начальный период эксплуатации ремонтные расходы невелики. Затем они скачкообразно возрастают по мере текущих и средних ремонтов и, наконец, достигают значительной величины, соизмеримой со стоимостью машины, когда машина подвергается капитальному ремонту. Перед сдачей в капитальный ремонт должен быть решен вопрос о целесообразности ^ дальнейшей эксплуатации машины. Если оставить пока в стороне вопросы технического устаревания, то экономически целесообразным пределом эксплуатации следует считать момент, когда предстоящие расходы на капитальный ремонт приближаются к стоимости новой машины. Выгоднее приобрести новую машину, чем реставрировать старую, тем более, что новые машины всегда превосходят по качеству восстановленные, и тем более, что показатели новых машин в результате непрерывного технического прогресса всегда выше показателей старых машин. Вместе с тем с течением времени закономерно снижается стоимость новых машин в связи с неуклонной интенсификацией и совершенствованием производственных процессов.
При решении вопроса о прекращении эксплуатации, кроме того, должна быть учтена суммарная стоимость всех произведенных ранее ремонтов. В качестве ориентировочного правила можно считать, что суммарные затраты на ремонт за весь срок службы машины не должны превышать ее стоимости.
Делают попытки нахождения оптимальной долговечности, т. е. такой, при которой себестоимость продукции машины минимальна. Исходят из следующих предпосылок. Себестоимость продукции равна сумме постоянных расходов (рис. 8, а, линия

с — с), не зависящих от продолжительности эксплуатации (энергия, материалы, труд и др.), и переменных, зависящих от продолжительности эксплуатации; амортизационных расходов (кривая 1), обратно пропорциональных продолжительности эксплуатации, и годовых ремонтных расходов (кривая 2), возрастающих с увеличением продолжительности эксплуатации вследствие износа машин.
Изменение себестоимости Сб продукции в функции продолжительности эксплуатации выражается уравнением

где Рп — постоянные расходы; С — стоимость машины; Н — продолжительность эксплуатации; Рм — ремонтные расходы.
Суммирование составляющих дает себестоимость продукции в функции Н (жирная линия). Кривая себестоимости имеет минимум; долговечность, соответствующую этому минимуму, предлагают считать оптимальной.
Трактовка зта слишком упрощева, чтобы ею можно было практически пользоваться. Во-первых, в большинстве случаев переменные расходы незначительны по сравнению с постоянными; если даже кривая себестоимости продукции имеет минимум, то он выражен слабо. Машины, превысившие срок оптимальной долговечности, могут еще длительное время выдавать продукцию, хотя и с несколько меньшей рентабельностью. Во-вторых, не учитывается суммарная стоимость ремонтов ∑ Рм за весь период эксплуатации машины. Так, в случае, приведенном на рис. 8, а, где ремонтные расходы в последний год эксплуатации приняты равными стоимости машины (отрезки cd), суммарные расходы на ремонт (площадь между кривой 1 ремонтных расходов и прямой с—с постоянных расходов) равны четырем стоимостям машины, что явно завышено.
При введении разумных пределов суммарной стоимости ремонтов картина меняется. Если задаться, например, условием, чтобы стоимость ремонтов не превосходила стоимость машины, то для каждого заданного срока службы получается определенный минимум себестоимости (жирные кривые, рис. 8,6). С увеличением срока службы минимумы снижаются и становятся все менее выраженными. Огибающая минимумов непрерывно падает с увеличением срока службы. Таким образом, при ограниченной из-
вестным пределом суммарной стоимости ремонтов понятие оптимальной долговечности исчезает; себестоимость продукции с увеличением долговечности непрерывно снижается.
Следует указать, что рассуждения об оптимальной долговечности не учитывают динамику изменения постоянных расходов, которые, как правило, имеют тенденцию к снижению (уменьшение стоимости энергии, материалов и расходов на труд в результате автоматизации и совершенствования производственного процесса). Это снижение может еще больше изменить картину в пользу больших сроков службы.
Долговечность и техническое устаревание.
Повышение долговечности тесно связано с проблемой технического устаревания машин. Устаревание наступает, когда машина, сохраняя физическую работоспособность, по своим показателям перестает удовлетворять промышленность в силу повышения требований или появления более совершенных машин.
Признаками устаревания являются пониженные по сравнению со средним уровнем показатели надежности, качества продукции, точности операций, производительности, расхода энергии, стоимости труда, обслуживания и ремонтов и как общий результат — пониженная рен габельность машины. Г лавным последствием устаревания является снижение роста производительности на единицу рабочей силы, являющегося основным показателем экономического прогресса.
Безусловное устаревание наступает в двух случаях: при переходе на новую продукцию (полная смена технологического процесса); при новых рабочих процессах или появлении принципиально новых конструктивных схем, позволяющих создать машины, превосходящие по показателям старые образцы.
Примером устаревания последнего вида может служить переворот, произведенный в авиации появлением турбореактивных двигателей, почти полностью вытеснивших поршневые двигатели внутреннего сгорания.
Однако подобные коренные и быстропро-текающие перемены происходят не часто. В условиях постепенного совершенствования техники проблема устаревания стоит иначе. Во-первых, в большинстве случаев, особенно у машин напряженного класса, физический износ наступает задолго до технического устаревания. Например, физический ресурс грузовых автомобилей при интенсивной эксплуатации исчерпывается за 5 —6 лет, тогда как по технико-экономическим показателям они могли бы полноценно работать в течение более длительного времени. Во-вторых, существуют эффективные способы предупреждения устаревания машин.
Главным из них является конструирование машин с учетом динамики развития машинопотребляюшей отрасли промышленности. В конструкцию исходной модели должны быть заложены резервы производительности, мощности, полезной отдачи, диапазона выполняемых операций, что позволяет последовательно модернизировать машину и поддерживать ее показатели на уровне возрастающих технических требований без смены основной модели и, следовательно, без ломки производства, неизбежной при переходе на выпуск новой модели. У машин, находящихся в эксплуатации, наличие резервов обеспечивает возможность их форсирования по мере роста потребностей производства.
Наиболее действенное средство предупреждения устаревания — повышение степени использования машины в эксплуатации. Чем в более короткий срок машина отрабатывает заложенный в нее ресурс долговечности, т. е. чем ближе срок службы к долговечности, тем меньше вероятность ее устаревания. Сокращение срока службы до 3 — 4 лет практически гарантирует машину от устаревания.
Сокращение срока службы отнюдь не означает уменьшения продукции машины Как показано выше, суммарная отдача машины определяется не сроком службы, а продолжительностью ее фактической работы, т. е. в конечном счете долговечностью.
Задача снижения срока службы при неизменной долговечности сводится к всемерной интенсификации использования машин
Для технологических машин, работающих по календарному режиму, наибольшее значение имеет увеличение числа рабочих смен и повышение степени загрузки.
Основные конструктивные предпосылки интенсификации: 1) универсализация, т. е. расширение диапазона выполняемых
машиной операций, обеспечивающее устойчивую загрузку машины; 2) повышение надежности машин, приводящее к сокращению аварийных и ремонтных простоев.
Степень использования машин непериодического действия, например сезонных машин, можно повысить с помощью сменного, прицепного и навееного оборудования, способствующего увеличению продолжительности их работы в году.
Быстрота и степень устаревания зависят от масштаба и технического уровня производства. На предприятиях, ускоренно наращивающих темпы производства и непрерывно совершенствующих технологический процесс, машины устаревают гораздо скорее, чем на средних и мелких предприятиях, развивающихся медленнее.
Машины, устаревшие в условиях передового производства, можно использовать на менее ответственных участках или на предприятиях меньших масштабов и с меньшей машинной оснащенностью.
Важно, что они будут продолжать производство продукции до полного исчерпания механического ресурса, пусть даже с рентабельностью, несколько пониженной по сравнению со средней народнохозяйственной.
На основании изложенного можно сказа гь, что техническое устаревание не является безусловным пределом на пути увеличения долговечности машин. Этот предел можно или сильно отодвинуть путем рационального выбора исходных параметров машин, или практически ликвидировать путем интенсификации их использования. Следовательно, устаревание не может служить доводом против увеличения долговечности. Это, разумеется, не освобождает конструктора от необходимости учитывать опасность устаревания, а, напротив, обязывает принять все меры к его предупреждению.